
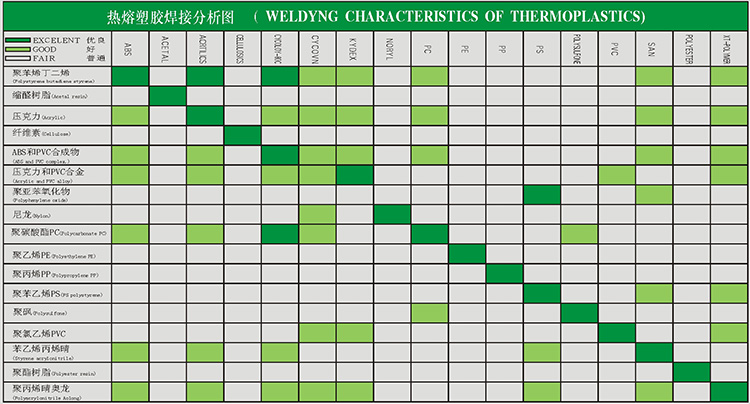
说起热塑性塑料的可焊接力,不能不说到超声波压合对各种树脂的要求。其最主要的因素包括聚合物结构、熔化温度、柔韧性(硬度)、化学结构。
(1)聚合物结构
非结晶聚合物分子排列无序、有明显的使材料逐步变软、熔化及至流动的温度(Tg玻璃化温度)。这类树脂通常能有效传输超音速振动并在相当广泛的压力/振幅范围内实现良好的焊接;半结晶型聚合物分子排列有序,有明显的熔点(Tm熔化温度)和再度凝固点;固态的结晶型聚合物是富有弹性的,能吸收部分高频机械振动。所以此类聚合物是不易于将超声波振动能量传至压合面。需要很高的能量(高熔化热度)才能把半结晶型的结构打断从而使材料从结晶状态变为粘流状态,这也决定了这类材料熔点的明显性,熔化的材料一旦离开热源,温度有所降低便会导致材料的迅速凝固。所以必须考虑这类材料的特殊性(例如:高振幅、接合点的良好设计、与超音夹具的有效接触、及优良的工作设备)才能取得超声波焊接的成功。
聚合物:将单体结合在一起的过程称为“聚合”。聚合物基本可分为两大类:热塑性和热固性。热塑性材料加热成型后还可以重新再次软化和成型,所经历的只是状态的变化而已-这种特性决定了热塑性材料超音波压合的适应性。热固性材料是通过不可逆反的化学反应生成的,再次加热或加压均不能使已成型的热固性产品软化,所以传统上一直认为热固性材料是不适合使用超音波的。
(2)熔化温度
聚合物的熔点越高,其焊接所需的超声波能量越多。硬度(弹力系数) 材料的硬度对其是否能有效传输超音速振动是很有影响的。总的说来,愈硬的材料其传导力愈强。

超声波焊接机的工作原理: 超声波焊接装置是通过一个电晶体功能设备将当前50/60Hz的电频转变成20KHz或40KHz的电能高频电能,供应给转换器。转换器将电能转换成用于超声波的机械振动能,调压装置负责传输转变后的机械能至超声波焊接机的焊头。 焊头是将机械振动能直接传输至需压合产品的一种声学装置。振动通过焊接工作件传给粘合面振动磨擦产生热能使塑胶熔化, 振动会在熔融状态物质到达其介面时停止,短暂保持压力可以使熔化物在粘合面固化时产生个强分子键, 整个周期通常是不到一秒种便完成,但是其焊接强度却接近是一块连着的材料。
超声波将配件的一部分熔化再组成一个塑料的突起部位或塑料管或其它挤出配件。这种方式的优势在于处理的快速、较小的内压、良好的外观及对材料本性的克服。


