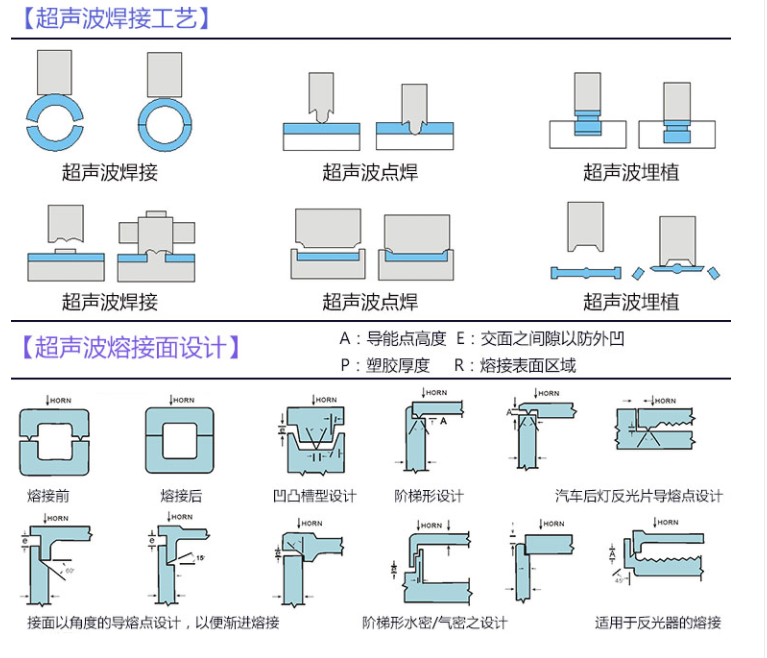

超音波的熔焊应用方法
一、熔接法:
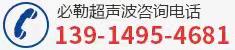
以超音波超高频率振动的焊头在适度压力下,使二块塑胶的接合面产“生磨擦热而瞬间熔融接合.焊接强度可与本体媲美,采用合适的工件和合理的接口设计,可达到水密及气密并免除采用辅助品所带来的不便 ,实现高效清洁的熔接。
二、铆焊法:
将超育波超高频率振动的焊头,压着塑胶品突出的梢头,使其瞬间发热融成为铆钉形状,使不同材质的材料机械铆合在一起。
三、埋植:
藉着焊头之传道及适当之压力,瞬间将金属零件(如螺母、螺杆等)挤入预留入塑胶孔内,固定在一定深度,完成后无论拉力、扭力均可媲美传统模具内成型之强度,可免除射出模受损及射出缓慢之缺点。
四、成型:
本方法与铆焊法类似,将凹状的焊头压着于塑胶品外圈,焊头发出超育波超高频振动后将塑胶溶融成形而包覆于金属 物件使其固定,且外观光滑美观、此方法多使用在电子类、喇叭之固定成形,及化妆品类之镜片固定等。
五、点焊:
A.将二片塑胶分点熔接无需预先设计焊线,达到熔接目的。
B、对比较大型工件,不易设计焊线的工件进行分点焊接,而达到熔接效果,可同时点焊多点。
六、切割封口:
运用超育波瞬间发振工作原理,对化纤织物进行切割,其优点切口光洁不开裂、不拉丝。以上为超育波焊接机在塑胶焊接方面的几种用法,如有其他需求欢迎来电咨询。