
此图为振动摩擦机线性振动摩擦焊接结构图。
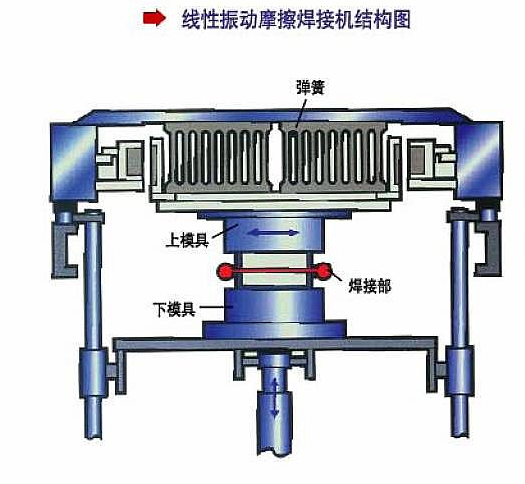
3. 焊接过程特别说明:
振动摩擦焊接是基于摩擦焊的原理。被压紧在一起的两个塑焊件,振动其中的一个,使其相对另一个做往复位移,位移值最大可达1.8mm 或4mm,该峰值与峰值间的距离称为振幅,而振动的频率为100Hz 或240Hz ,从而产生摩擦热。这就像两只手放在一起摩擦一样。
在这一过程中,两个被焊接零件中的一个被装在升降台的固定夹具上,而另一个按装配位置被安放在上驱动板的驱动夹具上。升降台垂直于振动头做升降运动,由液压系统提供动力并控制压力。该两个零件必须由升降台的夹紧力压紧在一起,在焊接和保持周期中,这一夹紧力持续作用在塑料件上。在受压状态下,振动头振动,经过几秒或十几秒,将塑焊件焊接起来。该时间称为“焊接时间”。而后熔化的塑料在压力下短时间被冷却下来并固化,这个时间称为“保持时间”。最后振动头即停止振动,升降台下降并回到卸荷位置(初始位置)。
应用行业
适用于几乎所有的热可塑性塑料焊接,往复运动方向上具有允许的无约束运动焊缝的制件,中型或大型制件。
振动焊接的材料因素与超声焊接类似:无定形材料比半结晶聚合物更适合采用振动焊接的类似。
环形振动焊接可连接焊区尺寸与焊区到旋转轴的距离近似相等的制件。
线性振动焊接用在允许一个方向上线性振动的成套制件上。
接头当被连接的整个表面是平的或稍向平面外弯曲时,对制件来说振动焊接工艺是最理想的。
振动焊接尤其适合热可塑性材料,包括无定形树脂如ABS/PC、PVC、PMMA及PES;半结晶树脂如HDPE、PA、PP、TPO。Panuni的焊接机可接合汽车部件,例如进气歧管、仪表板、尾灯及保险杠等;航空用途如HVAC管、内饰灯及储存箱;家电则有洗碗机的泵及喷水臂、洗涤剂的喷洒器及吸尘机外壳。


