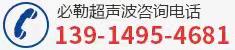

大型塑料热板焊接机是高技术的产物为高效率、高质量和自动化的新一代塑料加工焊设备,它集微机、超声、电子和机械技术于一体。超声波焊接在焊接塑料工件时,既不需要添加任何粘合訷或深剂,也不必使用热源,具有操作简便、焊接速度快、熔接质量好、环保安全等优点。超声波塑料焊接机的机械传动及电器控制系统也相当先进。首先空气压缩机将5KG左右的气压送入气路阀门,然后通过电器控制系统来控制换向阀门,使焊头需要任意升降。电器控制系统还控制预压、触发超声波和焊接维持时间。还可为这种焊接机配备专业微机控制系统,以实现启动、焊头上升下降、触发超声波、预压和焊接维持时间的程序自动化控制,并可以计算、存储和选择不同焊接对象的最佳焊接超声波功率、压力和焊接时间等参数,以使焊接质量有可靠的保证。由于塑料焊接对象的材质、大小、形态和焊接要求各不相同,再加上塑料的可焊性还受其弹性系数、振动阻力、摩擦系数、导热特性和熔融温度诸多因素影响。因此为了提高塑料焊接质量发展了一系列超声波塑料焊接工艺。
超声波塑料焊接方法:
1、 超声波嵌焊法,这是将金属元件嵌入塑料内的一种焊接新工艺,它取代了在金属元件周围注塑那种易产生应力的旧方法。在嵌焊法中,塑料件和被嵌入金属的公差配合一般为0.4MM左右。为了增加抗拉能力,可将嵌入金属件表面加工成花纹或螺纹型,也可在金属件表面开几道狭槽。若要增加强度,则可将其轴向表面滚花。二种可行的嵌入方式,一种是将塑料件与焊头相接,另一种是将金属嵌入特与焊头相接。
2、超声波槽式铸塑焊接法,采用间距移位焊接,以防止结合而过热分解。由于凹凸面保持一定的间隙,会增加焊接难度,凹凸面要设计成有一定,降低对铸塑的精度要求。超声波切边焊接机,它适用于要求完全密封的焊接。对尼龙、高密度聚乙烯等结晶树脂的焊接尤为适合。其焊接过程是先熔化最初的接触区域,然后千焊接机的可控下压力,沿垂直劈面逐步熔化余量部分。
3、超声波普通二平面焊接,在下部焊面设计一种横贯整个焊面的锥形条,作用是使能量更集中。对于熔点较低的高硬度焊接材料,锥形条高度不得低于0.25MM;对于高熔点的低硬度焊接材料,则高度不得低于0.5MM。
4、超声波铆焊法,它采用可控熔化法加工塑料螺栓,藉此固定组合件的另一部分。超声波施加在螺栓顶部,使熔化的塑料充满焊头的型腔,以形成锁固元件的凸出帽盖。焊头应轻缓地降落到铆杆上,以防卡瞬间压力过大而造成意外形变。最通用的铆焊形式,塑料熔融是从焊头型腔的尖端开始的,焊头的直径一般设计为铆杆的一倍。对加工铆杆直径较小和耐磨热塑性塑料则用圆盖帽铆接形式,若对被焊元件的外观和牢度要求不高可采用滚花刻痕铆焊形式,对焊面要求平整且不能超出的部件,可采用埋头铆焊形式。
以上就是今天为大家带来的关于超声波设备的小知识,希望对您有所帮助,如果您对超声波焊接机、热板机、高周波机、振动摩擦焊接机、旋熔机、热熔机、高频诱导机、大型塑胶热板熔接机等产品有所需求的话,您可以在必勒留言咨询或者是电话联系我们!


